

Metallurgical Principles
Metallurgical Principles of Heat Treatment
The diagram shows a simplified equilibrium diagram for ordinary carbon steel. When the temperature is below 721°C, the normal structure of carbon steel containing 0.3% to 0.83% carbon is ferrite plus pearlite. Pearlite is a mixture composed of lamellar ferrite and cementite.
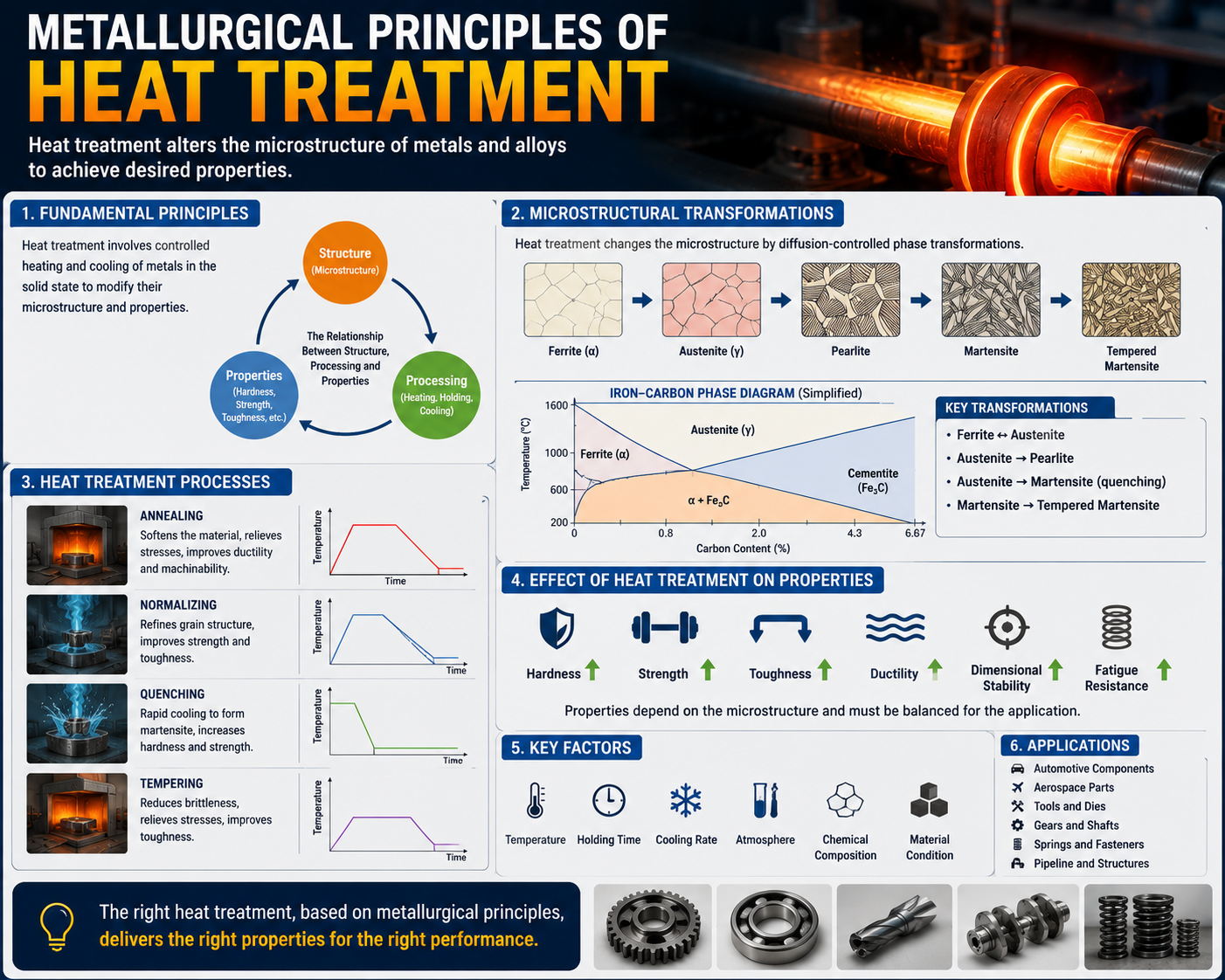
- When the temperature rises above 721°C, known as the Ac1 line, cementite begins to dissolve into the solid solution. When the temperature reaches the Ac3 line, the entire material transforms into austenite, which is a solid solution with a crystal structure completely different from the original ferrite.
- If the surface is rapidly cooled to about 350-200°C, the re-formation of the original ferrite and pearlite can be avoided, and the material passes directly through the martensitic stage. During this rapid cooling process, the crystals interlock with each other in a fine and hard crystal structure, forming very hard steel. This rapid cooling method is called quenching.
- For high-carbon steel with a carbon content of 0.8% to 1.7%, the amount of martensitic crystals increases, making the steel harder. This type of steel should not be heated all the way to the Acm line. Instead, it should be heated to a lower temperature, such as the required quenching temperature, and then cooled from that temperature.
- If quenching cooling is not carried out quickly enough, the material will return to its original structure. Therefore, the cooling rate must not be lower than a critical value. For carbon steel containing 0.3% carbon, strong water spray can just reach the critical cooling rate required for that steel. As the carbon content increases, this critical cooling rate decreases. Alloying elements such as molybdenum, chromium, manganese, and nickel also reduce the critical cooling rate.
From these basic metallurgical principles, two key points can be seen:
- The heating rate should be fast, so that the surface can quickly reach the quenching temperature and avoid grain growth caused by surface overheating.
- Quenching and cooling should be fast and effective, so that the deeper inner layers do not form martensite unless they are also cooled at the critical rate.
The relationship between power density, hardening depth, heating time, and frequency is usually discussed in the design of the hardening process. Rapid heating also involves a selection problem: the heating time should be just long enough to reach the required hardening depth. During the heat conduction period, heat should penetrate to about three times the required hardened layer depth. This helps form a smoother transition zone between the hardened surface layer and the softer core.
The power density may be lower, and the heating time may be longer, so that time control can be more accurate. Clearly, the detailed quenching process should be determined by metallurgical specialists.
The steel grade, cooling rate, prior metallurgical treatment, and induction coil design all affect the depth of the hardened layer. Steel with about 0.45% carbon has good hardening performance.
There are two additional points to note from the equilibrium diagram. Steel on the 0.83% carbon line is in the eutectoid state. This means that at the S point, the Ac3 line and Ac1 line meet. The transformation from pearlite to austenite is instantaneous, with no intermediate product or partial dissolution state. It also shows that the best ferrite and cementite mixed structure, namely pearlite, is formed at 0.83% carbon. When the carbon content is higher than 0.83%, excess carbon forms cementite. When the carbon content is lower, insufficient carbon leads to the formation of pure iron or ferrite.
One of the main advantages of induction heating is its high power input rate and rapid temperature rise. Except for high-speed steels containing large amounts of chromium and tungsten, this method is suitable for most steels with fast transformation response. These steels include almost all heat-treatable steels.
Another advantage of rapid heating is that the surface can be strongly overheated above the critical temperature without reducing quality. This is because the heating time is very short and grain growth is minimal. It is not uncommon for the surface temperature to exceed the critical temperature by more than 220°C. This can produce higher surface hardness.
In some applications, the heating time is often one second or even less. Ordinary carbon steel containing 0.45% carbon can be heated to the quenching temperature in only 0.3 to 0.5 seconds.
Example: Indexing Quenching Machine for Rocker Arms
An indexing quenching machine can be used for rocker arm hardening. After the rocker arms are placed in front of the worktable, a guide rail is used to position them horizontally before they are heated in pairs. A 30 kW, 450 kHz power supply is then used for heating, followed by quenching through the cooling system until the parts reach a temperature safe to touch. The example shown is a rocker arm hardening system for automobile engines.