

Typical Industrial Electric Muffle Furnace Specifications & Power Requirements Guide
Typical Industrial Electric Muffle Furnace Specifications Power
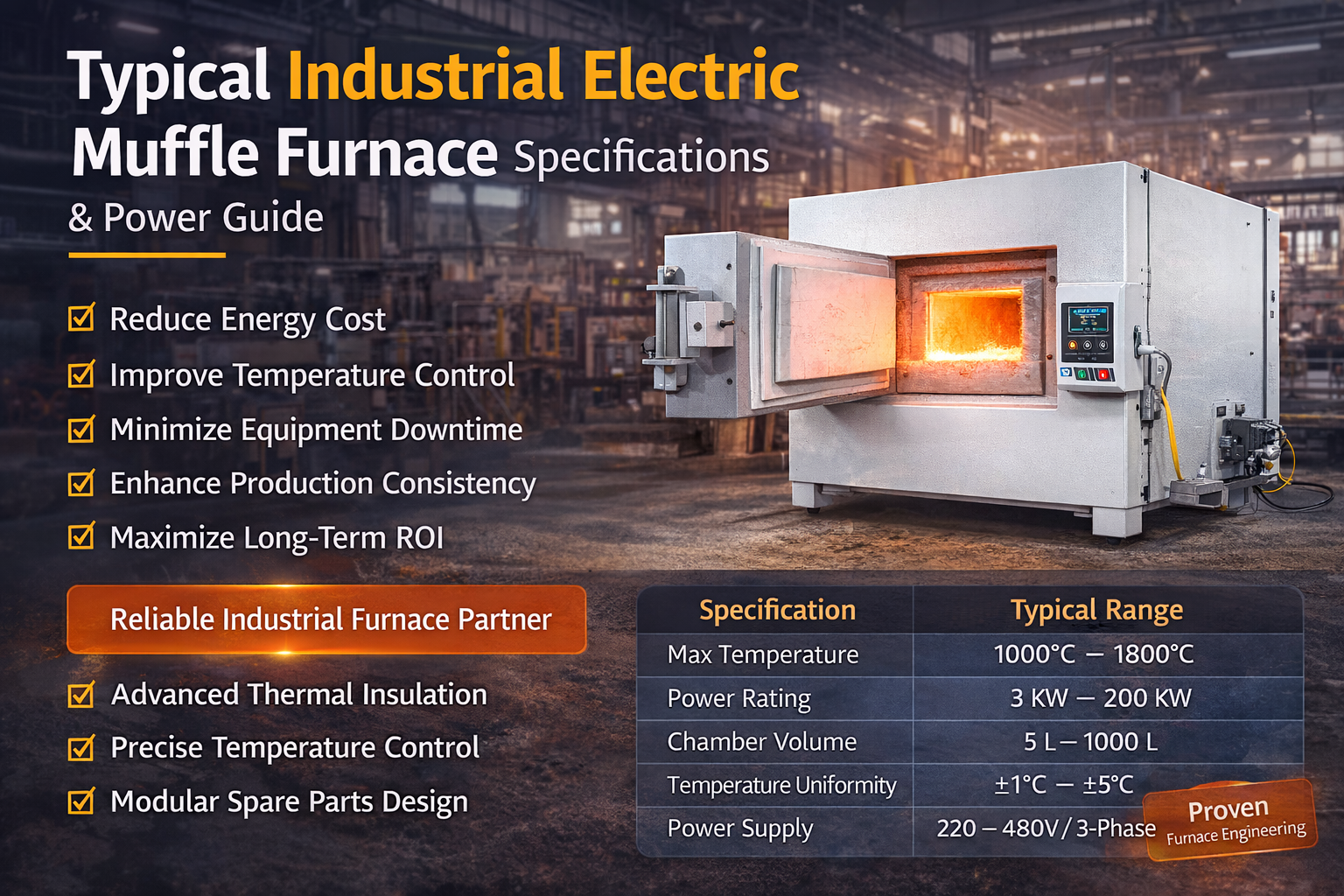
An industrial electric muffle furnace is a high-temperature heating system designed to perform heat treatment, material testing, metal processing, sintering, and laboratory analysis under controlled thermal conditions.
Unlike direct-flame furnaces, a muffle furnace isolates the material from combustion gases through a sealed heating chamber (muffle). This ensures a clean, controlled environment where temperature uniformity and atmosphere stability are maintained.
Typical industrial electric muffle furnaces operate within power ranges from 3 kW to over 200 kW, depending on chamber size, temperature capability, and industrial application.
For plant owners, engineering managers, and technical directors, understanding furnace specifications is essential because they directly impact:
-
Energy consumption
-
Process stability
-
Product quality
-
Equipment lifespan
-
Long-term operational cost
A properly engineered electric muffle furnace can reduce energy waste, stabilize thermal processes, and improve operational reliability across multiple production cycles.
Power Requirements and Energy Consumption
One of the most important considerations in muffle furnace selection is power consumption.
Power requirements vary depending on several factors.
Key Factors Affecting Furnace Power
Chamber Size
Larger furnace chambers require higher power to reach and maintain operating temperatures.
Maximum Operating Temperature
Higher temperatures demand more powerful heating elements and better insulation systems.
Insulation Design
Advanced ceramic fiber insulation dramatically reduces heat loss.
This means lower energy consumption and faster heating cycles.
How Muffle Furnace Design Improves Energy Efficiency
Energy efficiency is one of the most critical factors influencing furnace ROI.
Modern industrial electric muffle furnaces incorporate several engineering improvements.
Advanced Thermal Insulation
Multi-layer ceramic fiber insulation significantly reduces heat loss.
Benefits include:
-
Faster heating cycles
-
Lower electricity consumption
-
Improved temperature stability
Optimized Heating Element Design
High-performance heating elements distribute heat evenly throughout the chamber.
This reduces hot spots and improves process consistency.
Intelligent Temperature Control Systems
Modern PID temperature controllers allow precise thermal regulation.
Advantages include:
-
Reduced temperature overshoot
-
Improved process repeatability
-
Lower energy waste
Production Stability and Operational Control
Production stability is critical for industries such as:
-
metallurgy
-
ceramics manufacturing
-
laboratory material testing
-
aerospace component processing
Even small temperature fluctuations can lead to:
-
inconsistent material properties
-
failed quality tests
-
increased scrap rates
Industrial muffle furnaces maintain stable operations through:
Digital Temperature Control
Precise control systems maintain temperature stability within ±1°C to ±3°C.
Uniform Heating Distribution
Carefully engineered heating layouts ensure consistent temperature across the chamber.
Automated Safety Protection
Integrated safety systems protect against:
-
overheating
-
electrical faults
-
thermal runaway
These features ensure safe and predictable production conditions.
Maintenance, Reliability, and Downtime Prevention
Unexpected furnace failure can halt production and create expensive delays.
Reliable muffle furnace systems minimize downtime through durable design and predictive maintenance features.
Durable Heating Elements
Industrial-grade heating elements can operate for thousands of heating cycles before replacement is required.
Modular Component Design
Critical components such as heating elements, controllers, and thermocouples can be replaced quickly.
This reduces repair time and maintenance costs.
Predictable Maintenance Cycles
A well-designed furnace allows operators to schedule maintenance in advance rather than reacting to unexpected failures.
This significantly lowers operational risk.
Choosing the Right Furnace Manufacturer
Industrial furnace procurement is not just about equipment—it is about selecting a long-term engineering partner.
Many industrial buyers encounter problems such as:
-
exaggerated technical specifications
-
inconsistent heating performance
-
limited overseas support
-
spare parts shortages
A reliable furnace manufacturer should provide:
Proven Engineering Experience
Suppliers with decades of furnace design experience deliver more stable systems.
Global Export Capability
Industrial furnace equipment must meet international electrical and safety standards.
Overseas Technical Support
Fast-response technical teams help minimize production interruptions.
Spare Parts Logistics
Reliable spare parts supply ensures essential components are always available.
Industrial furnace buyers increasingly value suppliers who can provide long-term service support and technical partnership.
Frequently Asked Questions
What is the typical power consumption of an industrial muffle furnace?
Most industrial muffle furnaces operate between 10 kW and 100 kW, depending on chamber size and maximum temperature.
What temperature can a muffle furnace reach?
Industrial electric muffle furnaces typically reach temperatures between 1000°C and 1800°C.
How long does an industrial muffle furnace last?
With proper maintenance, industrial muffle furnaces can operate reliably for 10–15 years or longer.
What industries use muffle furnaces?
Common industries include:
-
metallurgy
-
ceramics production
-
electronics manufacturing
-
material testing laboratories
-
aerospace component processing
How can manufacturers reduce furnace operating costs?
Manufacturers can reduce operating costs by:
-
selecting energy-efficient furnace designs
-
optimizing heating cycles
-
implementing predictive maintenance programs
Conclusion
Understanding typical industrial electric muffle furnace specifications and power requirements is essential for making informed equipment investment decisions.
A well-engineered furnace does far more than generate heat. It plays a central role in ensuring:
-
stable thermal processing
-
consistent product quality
-
predictable maintenance cycles
-
long-term operational efficiency
For factory owners, technical directors, and engineering managers, selecting the right furnace system and supplier ensures that production lines operate reliably while maintaining competitive energy costs.
By partnering with experienced furnace manufacturers that offer strong engineering support, global service capabilities, and reliable spare parts logistics, manufacturers can transform furnace equipment into a long-term strategic production asset.